手 机:+86 13925894022
邮 箱:market@plathing.com
电 话:+86 13414226928
网 址:www.plathing.com
地 址:广东省东莞市长安镇长安步步高路130号2 号楼201室
热流道系统安装完成后的调试是确保其正常运行的关键步骤,以下是详细的调试过程:
一、开机前检查
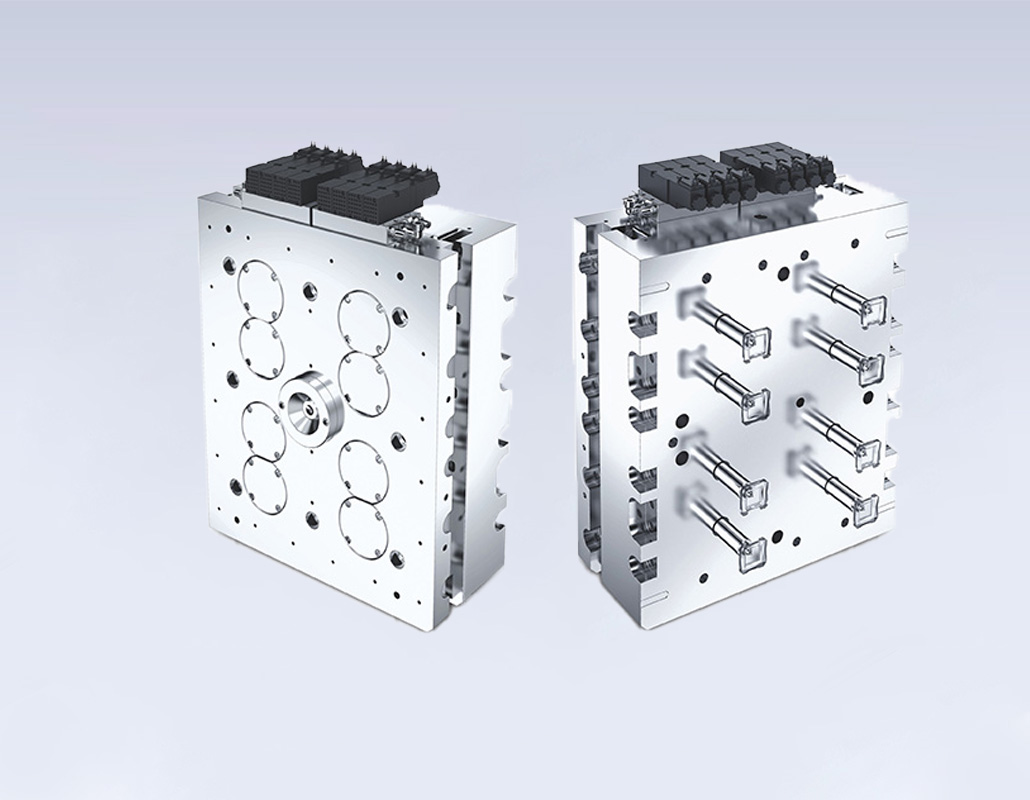
在调试前,首先要对整个系统进行仔细检查。确认所有的连接部位,如热流道板与分流板、喷嘴与模具型腔的连接是否牢固,防止出现塑料泄漏的情况。同时,检查加热元件和感温元件的线路连接是否正确,这是保证温度控制准确的基础。另外,还需要检查热流道系统周边的冷却系统是否能够正常工作,因为冷却对于维持模具整体温度平衡至关重要。
二、温度调试
初次升温
开启加热装置,将热流道系统缓慢升温至设定温度。这个升温过程要循序渐进,避免升温过快导致热应力过大,对热流道系统造成损坏。一般来说,升温速度控制在 1 - 2℃/min 较为合适。
同时,密切关注温度传感器反馈的数据,确保各个加热区域的温度能够均匀上升,并且在达到设定温度后能够保持稳定。

温度平衡调整
由于热流道系统各个部位的热损失可能不同,会出现温度不均匀的情况。通过调整加热功率或者优化热流道系统的隔热措施来平衡温度。例如,如果某个喷嘴的温度总是低于其他部分,可以适当增加该区域的加热功率,直到各个喷嘴和流道的温度偏差控制在允许范围内,通常这个偏差应小于 ±5℃。
三、注塑调试
试注塑
在温度调试稳定后,进行试注塑。选择合适的塑料原料,将注塑机的注塑参数设置为较低的数值,如较低的注射压力、注射速度和较短的保压时间。这是为了初步观察塑料在热流道系统中的流动情况,避免出现因参数过高导致的溢料或者其他成型缺陷。
观察塑料从喷嘴流出的状态,判断是否流畅。如果出现塑料流出不畅或者堵塞的情况,需要检查喷嘴是否存在堵塞物或者温度是否过低导致塑料凝固。
参数优化
根据试注塑的结果,逐步调整注塑参数。增加注射压力和速度,延长保压时间等,直到获得满意的注塑产品。在这个过程中,需要注意观察产品的外观质量,如是否有飞边、缩水、熔接痕等缺陷。如果出现这些问题,需要针对性地调整参数或者检查热流道系统的相关部件。
通过以上细致的调试步骤,可以使热流道系统达到蕞佳的工作状态,从而保证注塑成型的质量和效率。
有限公司")